PWR燃料

基本仕様
| 型式 | 14×14 | 15×15 | 17×17 | |
|---|---|---|---|---|
| 10ft | 12ft | 12ft | 12ft | |
| 断面寸法 (mm角) |
197 | 214 | 214 | |
| 支持格子数 | 6 | 7または8 | 7 | 9 |
| 集合体全長 (m) |
約3.5 | 約4.1 | 約4.1 | 約4.1 |
| 燃料棒全長 (m) |
約3.2 | 約3.9 | 約3.9 | 約3.9 |
| 燃料棒直径 (mm) |
10.7 | 10.7 | 9.5 | |
| 燃料棒本数 (本) |
179 | 204 | 264 | |
| ペレット直径 (mm) |
9.3 | 9.3 | 8.2 | |
| ペレット個数 (個/棒) |
約240 | 約300 | 約300 | 約400 |
| 材料: |
|
|||
東海工場(PWR燃料)の製造工程
01再転換工程(湿式)
原料の六フッ化ウランを蒸発させてガス状にし、純水と反応させて、フッ化ウラニルの水溶液をつくります。
この水溶液にアンモニア水を加え、沈殿・ろ過・乾燥して、重ウラン酸アンモン粉末にします。
さらに、焙焼・還元という工程を経て、二酸化ウラン粉末にします。

02ペレット成形工程
二酸化ウラン粉末を顆粒状にしたものを、ロータリープレスでペレットの形をつくります。
これを焼結炉で1,700℃以上の高温で焼き固めた後、外周を研削し、二酸化ウランペレットを所定の寸法に仕上げます。

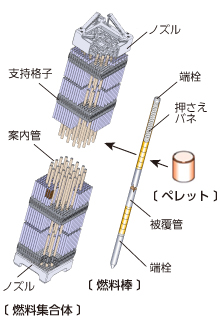
03燃料棒製造工程
二酸化ウランペレットを被覆管に挿入します。
次に、片側にペレット押さえばねを入れ、両端に端栓を溶接密封し、燃料棒を製造します。

04燃料集合体組立工程
燃料棒を支える支持格子6~9個に燃料棒を挿入します。
さらに、制御棒が入る案内管と上下にノズルを取り付けて、長さ約4mの燃料集合体が完成します。